手扳葫芦使用方法
1、选择大小合适的手扳葫芦进行使用,严禁超载。
2、使用前对手扳葫芦进行安全检查,同时对手扳葫芦进行空载测试,根据实际要求合理的调整下吊钩的位置。
3、下吊钩调节方法为:扳动拨块,使拨块处于“N”位,逆时针旋转并拉出手轮,此时,离合器处于打开状态,拉出链条便可轻松调节下吊钩的位置,调整结束后应顺时针旋转手轮,使其恢复原位。
4、调整结束后将重物挂在下吊钩的中间位置,扳动手柄便可实现重物的起升。
手扳葫芦维护方法
1.使用完毕后应将葫芦清理干净,并涂上防锈油脂,存放在干燥的地方。
2.维护和检修应由熟悉葫芦机构者进行,防止不懂本机性能原理者随意拆装。
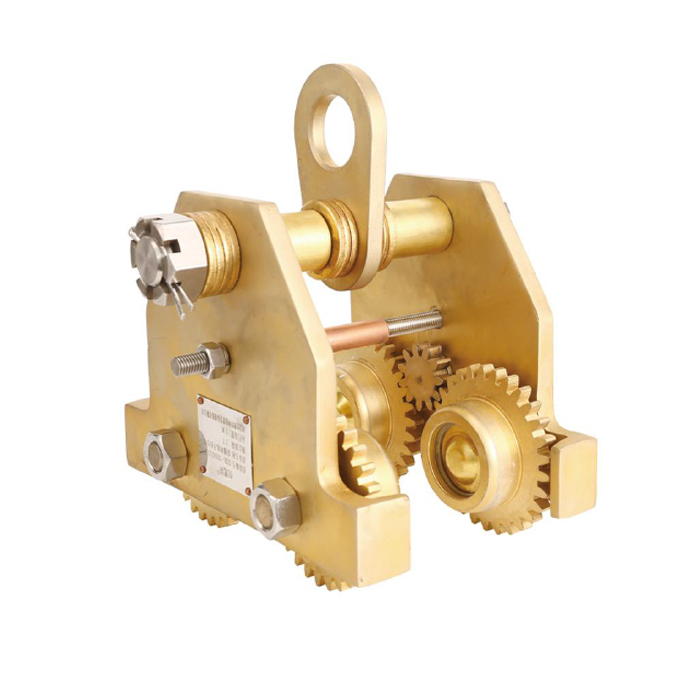
3.齿轮安装按图纸操作。
4.槽型螺母安装时,应先顺时针方向转动手轮,使棘轮、摩擦片压紧在制动气座上在装上槽型螺母。
5.葫芦经过清洗检查检修后,应进行空载和重载试验,确认工作正常、自动可靠才能交会使用。制动器的摩擦面必须保持干净,严禁油泥污水污染。
手扳葫芦测试标准
1、无载荷试验:无载荷时往复扳动前进杆及反向杆三次,观察机构工作情况,应无卡阻现象。
2、额定载荷试验:在专用试验台上检测,手扳力及手柄往复一次钢丝绳行程都应符合标准要求。
3、动载荷试验:在专用试验台上检测,以1.1倍额定载荷加载,上升、下降各一次,每次钢丝绳移动距离不得少于200mm,整机应工作平稳、可靠。
4、静载荷试验:在专用试验台上,逐步加载至1.5倍额定载荷,停留10min,夹子、夹紧板不得有影响使用性能的***变形。
5、吊钩试验:
在材料试验机上,通过钩腔中心逐渐加载至2倍额定载荷,停留1min后卸去载荷,检查吊钩的钩口变形,不得超过0.25%;
在材料试验机上,通过钩腔中心逐渐加载至4倍额定载荷,吊钩应能可靠地支持1min。
可靠性试验:在额定载荷下,连续往复扳动前进杆和反向杆,使钢丝绳往返累积行程不少于120m(可分四次进行,但每次进行,但每次钢丝绳累计行程为30m,每次之间间歇时间不超过1h。试验中不允许更换钢丝绳)。手扳葫芦的各部分不得有异常现象
2、使用前对手扳葫芦进行安全检查,同时对手扳葫芦进行空载测试,根据实际要求合理的调整下吊钩的位置。
3、下吊钩调节方法为:扳动拨块,使拨块处于“N”位,逆时针旋转并拉出手轮,此时,离合器处于打开状态,拉出链条便可轻松调节下吊钩的位置,调整结束后应顺时针旋转手轮,使其恢复原位。
4、调整结束后将重物挂在下吊钩的中间位置,扳动手柄便可实现重物的起升。
手扳葫芦维护方法
1.使用完毕后应将葫芦清理干净,并涂上防锈油脂,存放在干燥的地方。
2.维护和检修应由熟悉葫芦机构者进行,防止不懂本机性能原理者随意拆装。
3.齿轮安装按图纸操作。
4.槽型螺母安装时,应先顺时针方向转动手轮,使棘轮、摩擦片压紧在制动气座上在装上槽型螺母。
5.葫芦经过清洗检查检修后,应进行空载和重载试验,确认工作正常、自动可靠才能交会使用。制动器的摩擦面必须保持干净,严禁油泥污水污染。
手扳葫芦测试标准
1、无载荷试验:无载荷时往复扳动前进杆及反向杆三次,观察机构工作情况,应无卡阻现象。
2、额定载荷试验:在专用试验台上检测,手扳力及手柄往复一次钢丝绳行程都应符合标准要求。
3、动载荷试验:在专用试验台上检测,以1.1倍额定载荷加载,上升、下降各一次,每次钢丝绳移动距离不得少于200mm,整机应工作平稳、可靠。
4、静载荷试验:在专用试验台上,逐步加载至1.5倍额定载荷,停留10min,夹子、夹紧板不得有影响使用性能的***变形。
5、吊钩试验:
在材料试验机上,通过钩腔中心逐渐加载至2倍额定载荷,停留1min后卸去载荷,检查吊钩的钩口变形,不得超过0.25%;
在材料试验机上,通过钩腔中心逐渐加载至4倍额定载荷,吊钩应能可靠地支持1min。
可靠性试验:在额定载荷下,连续往复扳动前进杆和反向杆,使钢丝绳往返累积行程不少于120m(可分四次进行,但每次进行,但每次钢丝绳累计行程为30m,每次之间间歇时间不超过1h。试验中不允许更换钢丝绳)。手扳葫芦的各部分不得有异常现象